

地轨铸造材料、方法:
地轨铸件材料:灰铸铁HT250(GB/T9439-88)
地轨铸造方法:砂型;
造型材料:型砂,粘土砂,芯砂,树脂砂。
地轨铸件力学性能:抗拉强度:≥250N/mm2 硬度:HB=190-240
地轨机加工精度:
上表面的不平度不大于0.3mm(在全长内);
上下表面的不平行度不大于1.0mm(在全长内);
直线度在全长内不大于8mm。
(1)铸件的外形尺寸精度。铸件几何尺寸公差范围和偏差范围;有代表性的壁厚和筋厚的公差范围和偏差范围;需机械加工的各平面、曲面和孔的基本尺寸。
(2)表面凹凸度(例如飞边 、包砂、流纹、缩孔、突起等)。
(3)表面清洁度(主要指非加工表面的粘砂、包砂、残留型芯 、涂料、锈蚀等表面污染程度)用表面积与整个表面积之百分比来衡量。
(4)平面度偏差。
(5)表面粗糙度(衡量非加表面)。
(6)轮廓清晰度(指凸台、窗孔、脐子等结构单元的轮廓清晰程度)一般用肉眼评定。提高铸件表面质量的指导思想:提高认识、建立标准、采取相应的工艺措施。
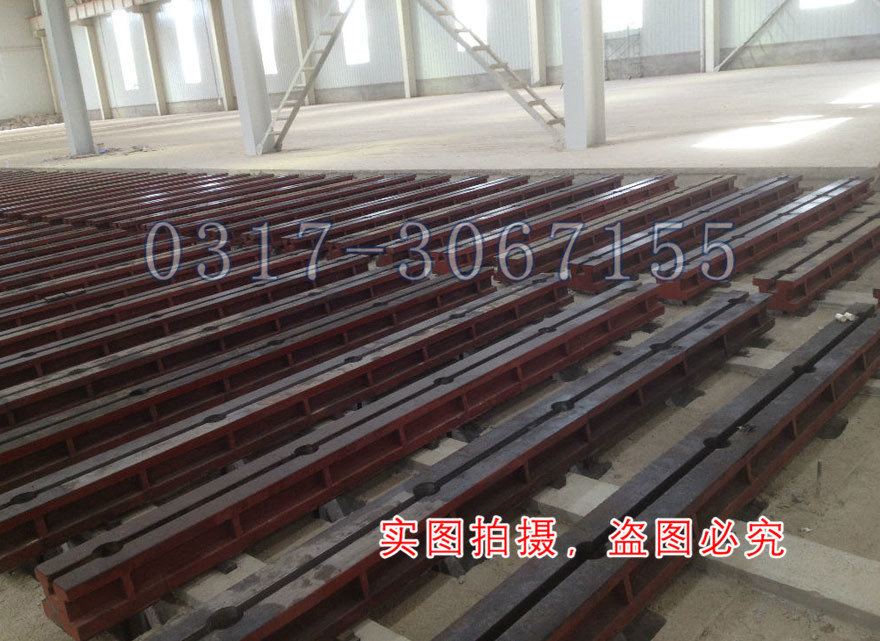
地轨是一种可以装配、试验、焊接和检验大型设备的铸梁平台,运用灵活方便,可以根据设备的支撑点来调整位置,利于对设备的操作。遇到体积巨大的机械设备可以把几个或多的地轨拼接起来,做为承载平台使用。地轨是工业中的重要设备。
1.T型槽轨刮研前机床床身的安装,床身导轨在刮研前,将床身用可调整的机床垫铁调平,是地轨尽可能在自由状态下保持好的水平。垫铁的位置应和机床在基础上安装一致,这一点对精度较差的机床和机床床身特别重要。
2.同时应该把影响机床变形的部件预先装上,然后刮研导轨。刮研齿轮磨床床身导轨时,要求将齿轮箱预先装上,在刮研机床和重型机床导轨时,也要考虑这些因素。
| 常用规格型号(长×宽×高)其他尺寸可以定做 | (单位:mm) | ||
| 1500×150×150 | 1500×200×150 | 1500×250×300 | 1500×300×400 |
| 2000×200×300 | 2000×250×300 | 2000×300×350 | 2000×350×350 |
| 2500×200×300 | 2500×250×300 | 2500×300×350 | 2500×300×400 |
| 2750×200×300 | 2750×250×300 | 2750×300×350 | 2750×300×400 |
| 3000×300×300 | 3000×300×350 | 3000×300×400 | 3000×320×400 |
| 3200×300×300 | 3200×300×350 | 3200×300×400 | 3200×320×400 |
| 3500×300×300 | 3500×300×350 | 3500×300×400 | 3500×320×400 |
| 4000×300×300 | 4000×300×350 | 3500×300×400 | 4000×320×400 |
| 4500×300×350 | 4500×300×400 | 4500×320×400 | 4500×350×400 |
| 5000×300×400 | 5000×350×400 | 5000×400×450 | |








